





Linja e prodhimit të blloqeve automatike Amulite Amulite






Përshkrim i shkurtër:
Detajet e produktit
Etiketat e produktit

Çfarë është Blloku AAC?
Koncepti i bllokut AAC: Blloku AAC bazohet në materiale silicore (rërë, hiri fluturues, materiale që përmbajnë silicë etj.), dhe lëndë gëlqerore (gëlqere, çimento) si lëndët e para kryesore, të përziera me agjentë që thithin ajrin (pluhur alumini) Pas procesit grumbullimi i lëndëve të para, përzierja e llumit, derdhja, pjekja paraprake, prerja, autoklavë, procesi i ngurtësimit dhe paketimi për prodhimin e produkteve të përfunduara të blloqeve AAC; Quhet beton i gazuar sepse përmban një numër të madh të poreve uniforme pas dhe S. Është i ajrosur.
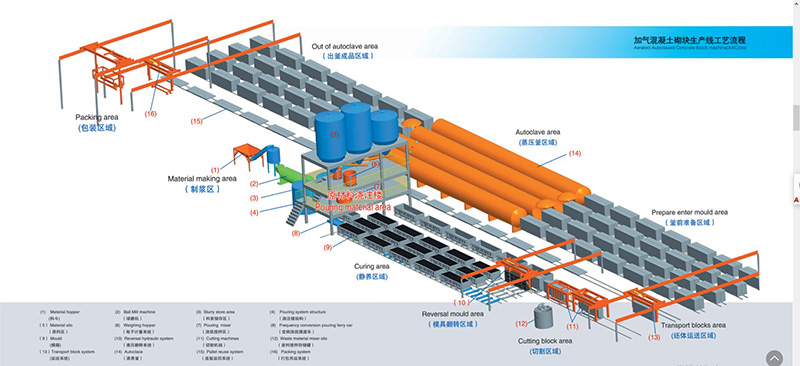
 Cili është procesi për të prodhuar produkte të bllokut AAC?
Cili është procesi për të prodhuar produkte të bllokut AAC?
1) : Matja e të gjitha lëndëve të para dhe llumi i përzier;
2) :Slurri Hyn në Sistemin e Derdhjes,Pas Përzierjes Më Pas Derdhjes Në Kutinë e Kallëpit;
3) :Brenda kutisë së mykut (Përforcimi i panelit), Pas një temperature të caktuar dhe kohe para-kurimit;
4) :Pasi paneli i lagësht të arrijë një fortësi të caktuar, kutia e mykut dhe panelet do të ngrihen në makinën prerëse nga vinçi i qarkullimit, dhe vinçi i qarkullimit plotëson funksionin e mëposhtëm:
5) : A: Është për ta kthyer kutinë e kallëpit 90 gradë në ajër, (Njëra anë e kutisë së mykut bëhet pllaka mbështetëse e karrocave për trupin e lagësht të panelit derisa të përfundojë procesi i autoklavimit),
6) :B : Është për t'u ngritur në karrocë ose korniza mbështetëse e prerjes për të hapur plotësisht kallëpin; C: korniza e kallëpit të hequr dhe pllaka anësore e autoklavit të kthimit rikombinohen për të formuar një kuti myk pas pastrimit, spërkatni vajin dhe ri- Derdhje ;
7) :Dhe trupi i lagësht i panelit pritet me gjashtë hapa në makinën prerëse: 1:Së pari pret të dy anët e trupit të panelit vertikalisht;2:Pastaj pritet gjatësisht dhe horizontalisht;
8) :Më në fund Prerje horizontalisht horizontalisht ose prerje me thikë;
9) :Trupi i panelit të prerë ngrihet nga vinçi i produktit gjysmë të gatshëm Së bashku me pllakën e poshtme në karrocën e autoklavës;
10) :Më pas grupohet në autoklavë për shërim në temperaturë të lartë dhe presion të lartë;
11) :Pas shërimit të mirë me autoklavë, karroca do të hiqet dhe do të largohet nga autoklava;
12) :Produktet e përfunduara grumbullohen ose ngarkohen në kamion nga vinçi pritës i produktit të përfunduar, paketuar mirë;
13) :Pllaka anësore e shërimit me autoklavë janë kthyer ;
Hyrje Rreth lëndëve të para kryesore
Prodhimi i bllokut AAC është i pasur me lëndë të para, veçanërisht përdorimi i hirit si lëndë e parë, e cila jo vetëm që mund të përdorë tërësisht mbetjet industriale, të trajtojë ndotjen e mjedisit, dhe të mos dëmtojë tokën bujqësore, por gjithashtu të krijojë përfitime të mira sociale dhe ekonomike, ai Është një zëvendësues i mirë për tullat tradicionale të argjilës së ngurtë. Produktet e mira premtuese të murit janë mirëpritur fuqishëm nga qeveria, kompania e pronave, ekipi i ndërtimit dhe qeveria ka bërë politika tatimore, Mbështetja e politikave për mbrojtjen e mjedisit, ne mund të parashikojmë perspektiva të gjera të zhvillimit të tregut;
1. Fly Ash/Kuarc Sand
Hiri fluturues/Rëra kuarci është Lëndët e para kryesore kryesore të produktit të bllokut AAC, dhe është burimi kryesor i përbërësve të silikonit dhe aluminit të betonit të gazuar;
2. Çimento
Çimentoja është burimi kryesor i qëndrueshmërisë së bllokut AAC, siguron materialet kryesore gëlqerore për bllokun AAC, çimentoja e përshtatshme për prodhimin e bllokut AAC duhet të zgjidhet kryesisht për sa i përket llojit dhe klasës së çimentos; në prodhim, Portland i zakonshëm i klasës 52.5 Çimentoja duhet të zgjidhet së pari. Në përgjithësi, në mënyrë që të zvogëlohet kostoja e prodhimit, mund të përdoret gjithashtu çimentoja e zakonshme Portland 42,5;
3. Gëlqere
Gëlqereja është gjithashtu një nga lëndët e para kryesore për prodhimin e blloqeve AAC. Funksioni i saj kryesor është të bashkëpunojë me çimento për të siguruar oksid kalciumi efektiv, në mënyrë që të mund të ndërveprojë me SIO2 dhe Al203 në lëndët silicore në kushte hidrotermale për të prodhuar kalcium hidrati silikoni Acidi. Prandaj, gëlqereja është një nga burimet kryesore të forcës së bllokut AAC. Përmbajtja efektive e oksidit të kalciumit të gëlqeres që përdoret për prodhimin e bllokut AAC duhet të jetë më e lartë se 65%, mundësisht më e lartë se 80%.
4. Gipsi
Gipsi është një rregullator i procesit të evolucionit të ajrit në prodhimin e blloqeve AAC. Efekti rregullues i gipsit reflektohet kryesisht në vonesën e tretjes së shpejtë të gëlqeres dhe shpejtësisë së trashjes së llumit. Përbërësi kryesor kimik i gipsit është CASO4; Ekzistojnë tre lloje të gipsit Tregu; gipsi i papërpunuar, anhidriti dhe suvaja e Parisit. Përveç kësaj, gipsi i mbetur prodhohet gjithashtu në procesin e prodhimit kimik. Të tilla si fosfogipsi nga prodhimi i plehrave fosfate, fluorogipsi nga prodhimi i kimikateve të fluorit, dhe gipsi nga prodhimi Dioksidi. Këto gips janë me kosto të ulët dhe mund të zëvendësojnë gipsin natyral dhe të ulin kostot e prodhimit;
5. Agjent gjenerues të ajrit
Blloku AAC duhet të ketë një agjent gjenerues ajri për të krijuar pore në bllok për të formuar një strukturë të lehtë poroze;
6. Stabilizues i shkumës
Pas gazrave të agjentit gjenerues të ajrit, për shkak të murit të formës së hollë, është e lehtë të thyhet dhe të shkatërrohet shkuma nën ndërhyrjen e kushteve të ndryshme, gjë që ndikon në cilësinë e betonit. Prandaj, është e nevojshme të shtohet një stabilizues shkume në Slurry.
Procesi i prodhimit
1) : Ruajtja dhe furnizimi i lëndëve të para për bllokun AAC
Lëndët e para transportohen në fabrikë me automjete, dhe fluturojnë (rërë, pluhur guri) përqendrohen në oborrin e lëndëve të para, dhe kur përdoren, përcillen në plesht. Çimento në thasë ose çimento me shumicë ruhet në depon e çimentos. Në përdorim, ngarkohet dhe transportohet në plesht. Kimikatet, pluhuri i aluminit etj vendosen përkatësisht në depon e kimikateve dhe në depozitën e pluhurit të aluminit, dhe përcillen në punëtorinë e prodhimit kur përdoren.
2) ![]() përpunimi i lëndëve të para për blloqet AAC
përpunimi i lëndëve të para për blloqet AAC
Hiri fluturues (ose rërë, pluhur guri) dërgohet në mullirin e topit përmes ushqyesit elektromagnetik vibrues dhe shiritit transportues, dhe hiri fluturues tokësor (ose rëra, pluhuri i gurit) dërgohet në rezervuarin e llumit për ruajtje nga pompa e hirit fluturues.
Gëlqereja dërgohet në thërrmuesin e nofullës nga ushqyesi elektromagnetik vibrues dhe transportuesi i rripit për shtypje. Gëlqerja e grimcuar përcillet në rezervuarin e ruajtjes së gëlqeres nga ashensori i kovës, dhe më pas dërgohet në mullirin e topit nga transportuesi me vidë. Transportuesi me vidë dhe Ashensori me kovë futet në rezervuarin e grumbullimit të pluhurit. Pasi kimikatet maten manualisht në një proporcion të caktuar, bëhet një zgjidhje e një përqendrimi të caktuar dhe dërgohet në rezervuarin e magazinimit për ruajtje.
Pluhuri i aluminit përcillet nga magazina e pluhurit të aluminit në punëtorinë e prodhimit dhe ngrihet në katin e dytë të ndërtesës së grupit me një ngritës elektrik. Hidheni në mikser për të shtuar ujë në mënyrë sasiore, dhe përzieni atë në një pezullim pluhuri alumini.
3) : Përzierja e llumit, dhe derdhja e blloqeve AAC;
Gëlqerja dhe çimentoja dërgohen në mënyrë sekuenciale në peshoren automatike të peshimit nga transportuesi me vidë nën rezervuarin e grumbullimit të pluhurit për matje kumulative. Ekziston një transportues me vidë nën peshore për të shtuar në mënyrë të barabartë materialet në mikserin derdhur.
Hiri fluturues (ose rërë, pluhur guri) dhe llumi i mbeturinave futen në cilindrin matës për matje. Pasi të maten materiale të ndryshme, kallëpi është në vend, dhe llumi mund të trazohet. llumi duhet të plotësojë kërkesat e procesit (përafërsisht 45 ℃) Përpara derdhjes. Nëse temperatura nuk është e mjaftueshme, ngrohja me autoklavë mund të kryhet në rezervuarin e matjes së llumit, dhe pezullimi i pluhurit të aluminit mund të shtohet 0,5-1 minutë përpara derdhjes së materialeve;
4) :Para-kurimi dhe prerja e bllokut AAC
Pas derdhjes, kutia e kallëpit shtyhet në dhomën fillestare të kurimit me anë të një zinxhiri transportues për gazifikimin dhe vendosjen fillestare. Temperatura e dhomës është 50 ~ 70 ℃, dhe koha fillestare e tharjes është 1,5-2 orë (sipas kushteve të favorshme gjeografike, kjo Procesi mund të eliminohet). Përdorni një ngritës me presion negativ për të ngritur kornizën e kallëpit dhe trupin e bllokut të lagësht mbi tavolinën e prerjes ku është vendosur paraprakisht pllaka e poshtme e karrocës së autoklavit. Hiqeni kornizën e kallëpit. Makina prerëse ndërpritet , Pret në mënyrë gjatësore, Dhe Përpunon Bllokun e Lagësht.Korniza e kallëpit ngrihet përsëri në kamionin e kallëpit për t'u pastruar dhe hequr yndyrat, dhe më pas ngrihet në kamionin e kallëpit për derdhjen e radhës. Trupi i bllokut të prerë dhe pllaka e poshtme e autoklavit ngrihen në karrocën e autoklavit me një vinç dhe vendosen në Dy kate. Ka katër mbështetëse ndërmjet kateve, dhe disa karroca autoklave janë grupuar së bashku.
Materialet e mbeturinave në skajet dhe qoshet e trupit të bllokut të lagësht të prodhuara gjatë prerjes dërgohen në trazuesin e llumit të mbeturinave pranë makinës prerëse me anë të një transportieri me vidë dhe uji shtohet për të bërë një llum mbetjesh për përdorim në grumbullim.
5) :Blloku AAC i autoklavuar dhe produkti i përfunduar.
Pasi trupi është montuar në vijën e parkimit përpara autoklavës, hapni derën e autoklavit që po del nga autoklava, së pari tërhiqeni karrocën e përfunduar të autoklavit në autoklavë me një ngritës dhe më pas tërhiqeni karrocën e autoklavit për t'u autoklavuar Në autoklavë me ngritës autoklava mirëmbahet. Produktet e përfunduara në karrocën e autoklavit ngrihen në magazinë e produktit të përfunduar me një vinç urë, dhe më pas transportohen në oborrin e produkteve të gatshme me një kamion pirun. Pllaka e funksionimit të autoklavës ngrihet përsëri në linjën e kthimit të karrocës dhe stakeri tërhiqet nga një ngritës pas pastrimit. Shkoni në ciklin tjetër.
Shfaqja e pajisjeve të prodhimit
1): Seksioni i bluarjes dhe prodhimit të materialit
| Procesi tradicional i kontrollit të densitetit të llumit nuk është i rreptë. Dendësia e protoplazmës është shpesh përmes matjes artificiale. Gabimi është më i madh. Dendësia e plazmës qarkulluese Basic përdoret për të kontrolluar në bazë të përvojës. Pra, në prodhimin e produkteve me cilësi të lartë me volum të ulët . Norma e kualifikuar dhe cilësia e produktit nuk janë ideale . Dendësia e amulitit duke përdorur metodën më të fundit të matjes së tubacionit ka avantazhet e mëposhtme1. Slurri qarkullon ndërmjet rezervuarit dhe densimetrit, të dhënat e densitetit të llumit maten me tubacionin e densitetit në gëlqere reale dhe reagime në dhomën qendrore të kontrollit. Për të rregulluar raportin e ujit të pulpingut të mullirit të topit dhe mbushjes Arritet qëllimi i korrigjimit të vazhdueshëm të densitetit në kohë reale:2. Tubi i densitetit do të masë përqendrimin e të gjithë slurit. matë saktësinë pa gabim. Dhe më pas shpëlaje të gjithë tubin pas zhvendosjes për të siguruar saktësinë e matjes tjetër. |  | |||
 | ||||
| Makinë për bërjen e llumit të hirit fluturues | Përzierës Slurry Storage | Shkalla e materialit | Sistemi i derdhjes | |
| 2): Seksioni i qarkullimit dhe i prerjes | ||||
 Karakteristikat kryesore të makinës prerëse Amulite1) :Të strukturuar të thjeshtë, të përshtatshëm për t'u instaluar dhe mirëmbajtur;2): E fiksuar në tokë, e drejtuar nga zvogëluesi i ingranazheve planetare, ndërsa bën prerje vertikale, makina prerëse bën prerje ekscentrike dhe lëkundëse e cila rrit efikasitetin e prerjes. E bën më të përshtatshëm ndryshimin e madhësisë së prerjes. Karakteristikat kryesore të makinës prerëse Amulite1) :Të strukturuar të thjeshtë, të përshtatshëm për t'u instaluar dhe mirëmbajtur;2): E fiksuar në tokë, e drejtuar nga zvogëluesi i ingranazheve planetare, ndërsa bën prerje vertikale, makina prerëse bën prerje ekscentrike dhe lëkundëse e cila rrit efikasitetin e prerjes. E bën më të përshtatshëm ndryshimin e madhësisë së prerjes. 3) :Përthithja e teknologjisë gjermane, aspiratori i shtuar me vakum, kjo makinë prerëse mund të heqë qafe materialet e mbetura të mësipërme lehtësisht pa shkatërruar asnjë pjesë të blloqeve të përfunduara dhe siguron shkallën e kalimit të produkteve; 4) :Me prerjen me 6 anë të të gjithë bllokut, shkalla e kalimit të produktit është rritur sepse cilësia e produkteve të gatshme nuk do të ndikohet më nga ndryshimi i kallëpeve. 5) : Vrazhdësia e lartë e sipërfaqes së blloqeve të përfunduara është e favorshme për funksionimin dhe ndërtimin e ndërtesave. 6) :Përshtatja e teknologjisë së kontrollit numerik të pozicionimit, kjo makinë zvogëlon dridhjet në procesin e kthimit, lëvizjes, prerjes dhe transportit. Për më tepër, ajo mund të përmirësohet në sistemin e kontrollit PLC me kërkesë të klientit në mënyrë që të rrisë shkallën e kalimit të produktit. | ||||
 | ||||
| Vinç i qarkullimit të konvertimit të frekuencës hidraulike | Makinë prerëse horizontale | |||
| 1) :Vinçi i qarkullimit të konvertimit të frekuencës hidraulike e kthen kutinë e kallëpit me bllokun në qarkullim 90 gradë, e vendos në karrocën e tërheqjes së bllokut të konvertimit të frekuencës dhe përpunon punimet e prishjes;2) :Konvertimi i frekuencës së karrocës zvarritëse të bllokut e tërheq bllokun në makinën prerëse për t'u prerë. Vinçi i qarkullimit riorganizon, pastron dhe lëmon kutinë e mykut dhe paletat për t'i përgatitur për t'u ripërdorur. | Vinçi i qarkullimit kthen kallëpin 90 gradë, çmonton dhe vendos të gjithë bllokun dhe pllakën e poshtme në karrocën e zvarritjes së bllokut. Karroca e zvarritjes së bllokut do të marrë të gjithë bllokun në makinën prerëse, dhe do të përfundojë prerjen horizontale, duke hequr të gjithë bllokun nga dy anët, dhe duke e ndarë Materialet e shpërdoruara. | |||
   | ||||
| 3): Vinçi i qarkullimit për të hequr materialin e mbeturinave të poshtme | ||||||||||
 | Kjo pajisje është zhvilluar vetë nga Amulite Group për të ndihmuar klientët tanë të zgjidhin plotësisht problemin e mbetjeve të materialeve të poshtme.Kjo pajisje përfshin platformën e qarkullimit dhe vinçin, mund të heqë mbetjet e sipërme dhe të poshtme. Ky vinç mund të jetë gjithashtu si vinç transporti gjysmë produkti. | |||||||||
| Vinçi i transportit para autoklave | Pjatë bazë | Karrocë me autoklavë | ||||||||
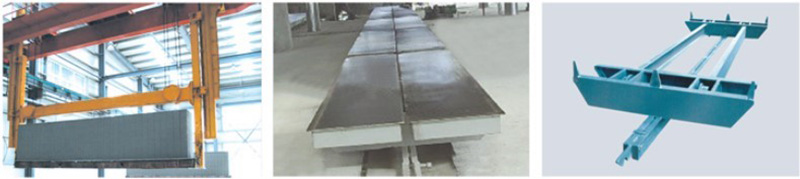 | ||||||||||
| Pas prerjes, vinçi i transportit mban bllokun në karrocën e autoklavës për të hyrë në autoklavë. Kjo pajisje ka strukturë të thjeshtë, funksionim të qëndrueshëm, cilësi të mirë dhe të lehtë për t'u mirëmbajtur. | Pllaka bazë e projektuar nga Amulite Group mund të jetë gjithashtu pllakë anësore, nuk ka nevojë të ndërrohet derisa të dalë nga autoklava. Është bërë nga çeliku i manganit dhe nuk deformohet kurrë nën temperaturë dhe presion të lartë. | Eshte i perbere nga çelik i profilit te cilesise se mire dhe ka strukture te thjeshte. Ngjitja dhe shtrembërimi nuk do të ndodhë në ambientin e kurimit me temperaturë të lartë dhe presion të lartë autokalve në autokalve. Vinçi vendos bllokun e lagësht në autokalv Karrocën e kurimit dhe në autoklavë për tu bërë autoklav Ruajtur deri në heqjen e blloqeve të përfunduara; | ||||||||
| 4): Pajisjet e trajtimit të produktit të përfunduar | ||||||||||
 | Zakonisht blloqet dhe pllakat e autoklavuara ndonjëherë do të kenë ngjitje. Makina ndarëse duhet të kompletojë blloqet e ngjitjes pa ndonjë dëmtim të blloqeve, të cilat integrojnë funksionin e makinës tradicionale ndarëse dhe transportuesit të produktit të përfunduar. Çdo dorë ndarëse kontrollohet në mënyrë të pavarur, Zgjidhet problemi i ndarjes së blloqeve dhe paneleve në të njëjtin kallëp; pajisja realizon një përpunim efikas dhe të butë, duke ulur koston e përgjithshme dhe duke siguruar shkallën e cilësisë në të njëjtën kohë. | |||||||||
| Linja e përcjelljes dhe e paketës | ||||||||||
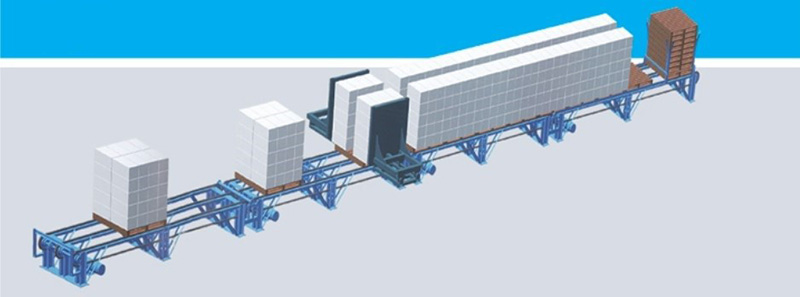 | ||||||||||
| Kjo linjë sistemi përfshin linjën përcjellëse dhe paketuese për paletat prej druri, e cila është projektuar kryesisht për blloqet e përfunduara AAC. Të gjitha produktet e mykut do të zhvendosen në paletën prej druri në të njëjtën kohë me anë të pajisjes shtrënguese për produktet e gatshme për përcjellje të mëtejshme shpërndarje dhe paketim Kjo linjë.Kjo makinë ka karakteristika të tilla si shpërndarja automatike me kontrollin e kompjuterit, pozicionimi i saktë gjatë përcjelljes dhe ndarja automatike e paletës së ngarkuar prej druri në të cilin rast është e përshtatshme për paketim dhe dërgesë. | ||||||||||
| 5): Show More Machines | ||||||||||
 Kapëse e produkteve të gatshme Kapëse e produkteve të gatshme |  Kapëse rrotulluese Kapëse rrotulluese | |||||||||
 | ||||||||||
| Vinç special për panele | Makinë me prizë | Hap Slot Machine | ||||||||
 | ||||||||||
| Mulliri i topave | Thërrmuesi i nofullës | Autoklavë | Kaldaja | |||||||
 | ||||||||||